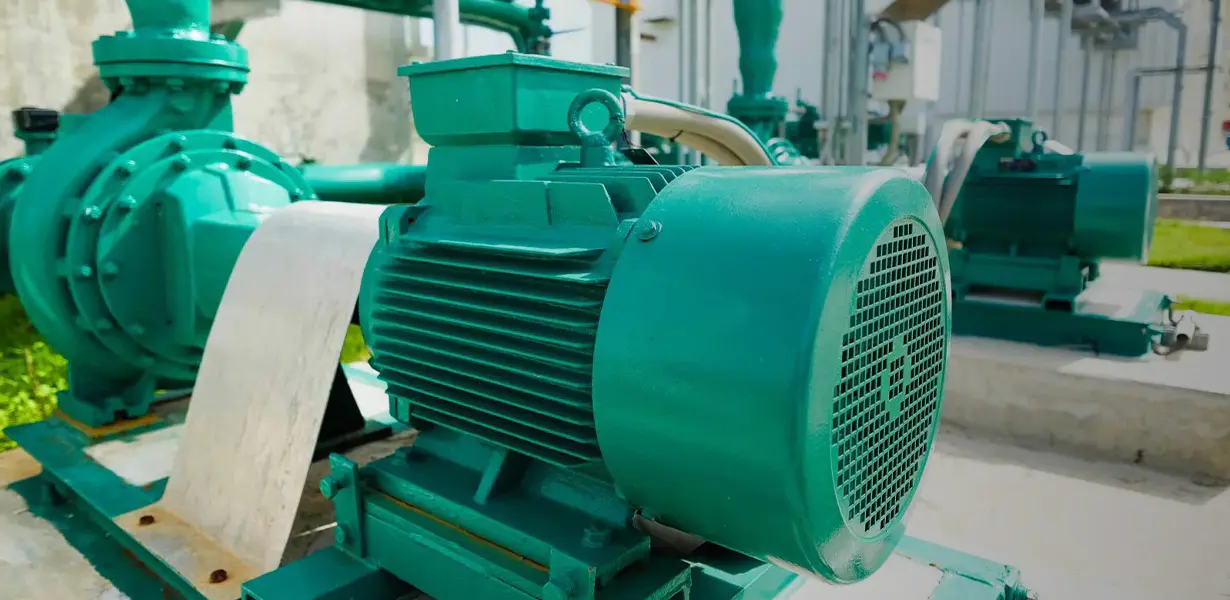
When it comes to efficiently and reliably moving fluids, few pieces of equipment are as ubiquitous and dependable as a stainless steel centrifugal pump. This type of pump, also known as a stainless steel impeller pump, uses rotational energy to increase the pressure of a fluid and move it from one point to another. Its versatility and robust construction make it an indispensable tool across a vast range of industries, from food and beverage to pharmaceuticals and chemical processing.
Why Choose Stainless Steel?
The material a pump is made from is a critical factor in its performance and longevity. While many materials can be used, stainless steel stands out for several key reasons. Its primary advantage is its exceptional corrosion resistance. This is especially crucial in environments where the pump handles corrosive chemicals, acidic solutions, or even just water with high mineral content. The chromium in stainless steel forms a passive layer on its surface, protecting it from rust and degradation.
Beyond corrosion, stainless steel centrifugal pumps offer superior hygiene. Their non-porous surface is easy to clean and sanitize, making them the gold standard in industries with strict cleanliness requirements. This is why you'll find these corrosion-resistant pumps at the heart of dairies, breweries, and pharmaceutical plants where product purity is paramount.
Another benefit is their durability. Stainless steel is a strong and tough material, capable of withstanding high pressures and temperatures without deforming. This makes for a reliable piece of equipment that requires minimal maintenance and offers a long service life, reducing downtime and operational costs.
How They Work
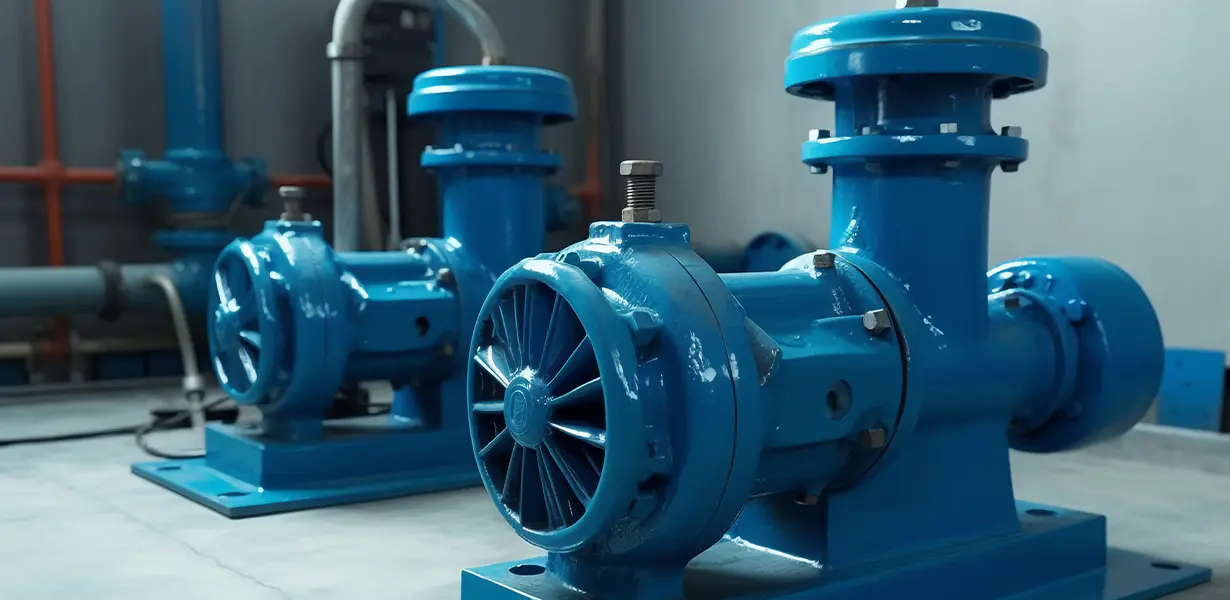
A stainless steel centrifugal pump operates on a simple but effective principle. The main component is an impeller, a rotating disc with curved vanes. The fluid enters the center of the pump, known as the "eye" of the impeller. As the impeller spins at high speed, it forces the fluid outwards due to centrifugal force. This action increases the fluid's velocity and kinetic energy. The fluid then moves into a volute or diffuser, which converts this high-velocity energy into pressure. This pressure propels the fluid out of the pump's discharge nozzle.

Applications Across Industries
The applications for a stainless steel centrifugal pump are incredibly diverse.
-
Food & Beverage: Used for transferring everything from milk, juice, and beer to sauces and syrups. Their hygienic design ensures no contamination.
-
Pharmaceuticals: Essential for handling delicate and sensitive products, including purified water and liquid medications. The pump's polished surfaces prevent bacterial growth.
-
Chemical Processing: Critical for moving a wide array of chemicals, from acids and alkalis to solvents. The material's corrosion resistance protects against aggressive fluids.
-
Water Treatment: Utilized in pumping clean water, wastewater, and various treatment chemicals.
-
Agriculture: Used for irrigation and the transfer of fertilizers and pesticides.
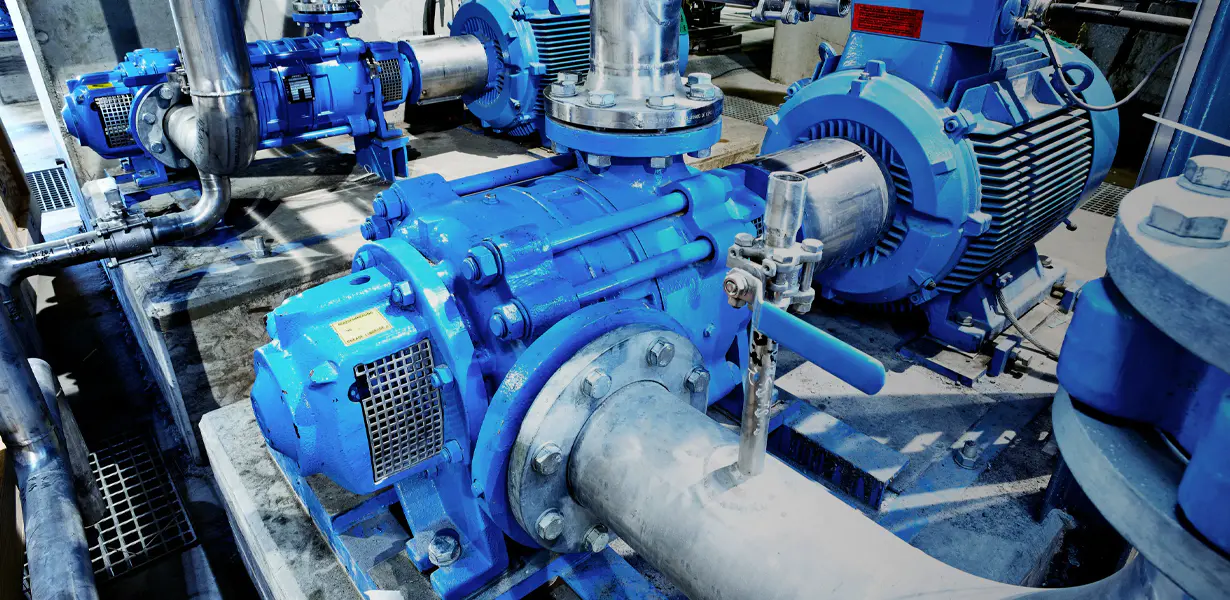
The reliability and adaptability of a stainless steel centrifugal pump have solidified its position as a go-to solution for fluid transfer challenges. Whether it's a stainless steel impeller pump in a brewery or a corrosion-resistant pump in a chemical plant, its fundamental design remains a cornerstone of modern industrial processes.




 English
English русский
русский Español
Español Français
Français
 Short Bracket Centrifugal Pump")










