Introduction: The Heartbeat of Chemical Processing
Imagine a world without pharmaceuticals, clean drinking water, gasoline, or even the paint on your walls. These essential elements of modern life are all made possible, in part, by an often-overlooked piece of machinery: the chemical pump. Far more than just a device for moving fluid, the chemical pump is the heartbeat of the chemical process industry, precisely controlling the flow, pressure, and temperature of highly specialized and often hazardous substances.
What is a Chemical Pump?
A chemical pump is a mechanical device designed to transfer fluids—liquids, slurries, or gases—by converting mechanical energy into hydrodynamic energy. What sets a chemical pump apart from a standard water pump is its specialized construction. They are built to handle a vast array of aggressive, corrosive, abrasive, and high-temperature chemicals.
The Challenge of Corrosive Fluids
The primary challenge in chemical pumping is corrosion. Many industrial chemicals—like strong acids (sulfuric acid) or bases (sodium hydroxide)—can rapidly eat away at common metals. To withstand this, chemical pumps are made from:
- Exotic Alloys: Such as Hastelloy, Titanium, or high-grade stainless steel.
- Non-Metallic Materials: Including plastics like Polypropylene (PP), Polyvinylidene Fluoride (PVDF), or Teflon (PTFE) linings.
Choosing the right material is a critical engineering decision that dictates the pump’s lifespan and the purity of the chemical being transported.
How Chemical Pumps Work: Two Main Families
While thousands of specialized chemical pumps exist, they generally fall into two broad categories based on their operating principle: Kinetic (Dynamic) and Positive Displacement (PD).
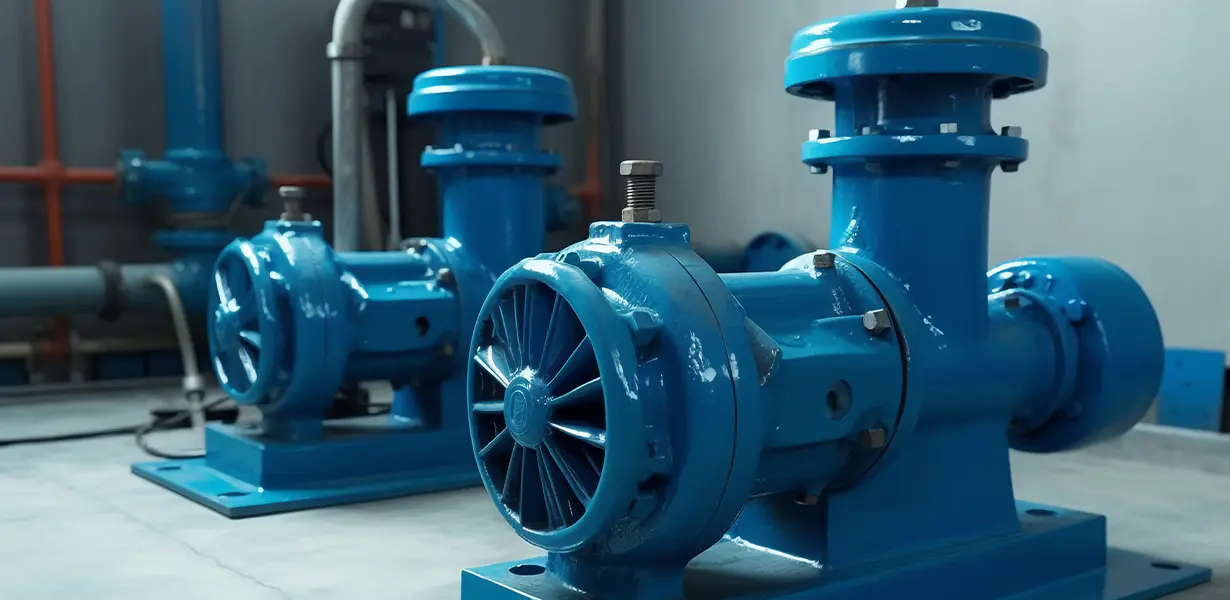
1. Dynamic or Centrifugal Pumps
The centrifugal pump is the workhorse of the industry, making up the vast majority of installed units.
- Principle: These pumps use a rotating component called an impeller to increase the fluid’s velocity. The fluid enters the center (eye) of the impeller and is thrown outward by centrifugal force, increasing its kinetic energy. This high-velocity flow is then slowed down in a surrounding casing (volute), converting the kinetic energy into pressure.
- Best For: Moving large volumes of low-viscosity fluids at moderate pressure. Think circulating cooling water or moving bulk chemicals.
2. Positive Displacement Pumps
Positive Displacement pumps operate by trapping a fixed amount of fluid and then forcing (displacing) that volume into the discharge pipe.
- Principle: Their flow rate is directly proportional to the rotation or reciprocation speed, and they can generate very high pressures because the pumping action is sealed.
- Subtypes Include:
- Reciprocating Pumps (Piston or Diaphragm): Use a back-and-forth motion (like a bicycle pump). Diaphragm pumps are excellent for highly hazardous or volatile fluids as they offer a sealless containment barrier.
- Rotary Pumps (Gear, Vane, or Screw): Use rotating components to create moving cavities that capture and transport the fluid. They are ideal for highly viscous liquids like resins or thick oils.

Sealing the Deal: Containment is Key
Handling dangerous chemicals requires a perfect seal to prevent leaks, which could harm personnel, damage the environment, or lead to product loss. The shaft seal—where the rotating shaft enters the pump casing—is the most critical point.
The Role of Mechanical Seals
Most centrifugal chemical pumps use mechanical seals. These devices consist of two very flat, highly polished rings—one rotating with the shaft and one stationary—that press tightly against each other. A thin film of fluid between the faces provides lubrication, minimizing wear.
The Sealless Revolution
For extremely toxic, volatile, or costly chemicals, leaks are unacceptable. This led to the development of sealless pumps:
- Magnetic Drive Pumps: The motor is not physically connected to the impeller shaft. Instead, magnetic forces transmit the power through a sealed containment shell. This eliminates the need for a mechanical seal entirely.
- Canned Motor Pumps: Similar to mag-drive, the motor stator is fully enclosed, or “canned,” making it hermetically sealed and leak-proof.
Sealless pumps represent the gold standard for safety and environmental protection in the chemical industry.
Beyond the Basics: Applications in the Real World
Chemical pumps are everywhere, driving processes across diverse industries:
- Water Treatment: Moving flocculants, chlorine, and other purification chemicals.
- Oil and Gas: Transferring refined petroleum products and managing harsh drilling muds.
- Pharmaceuticals: Ensuring highly accurate dosing and transfer of ultra-pure ingredients.
- Food and Beverage: Handling aggressive cleaning chemicals (Clean-In-Place or CIP systems) and viscous food products.
The next time you see a spotless car, take a dose of medicine, or fill your gas tank, remember the unsung hero working tirelessly behind the scenes: the powerful, specialized, and essential chemical pump.




 English
English русский
русский Español
Español Français
Français
 Short Bracket Centrifugal Pump")










